Destillation ist der Prozess der Trennung der Bestandteile einer Flüssigkeit unter Ausnutzung ihrer unterschiedlichen Siedepunkte. Die Flüssigkeit, die im vorherigen Schritt – Maischen und Gärung – hergestellt wurde, enthält etwa 10 % Alkohol, eine Reihe von Aromastoffen und eine ganze Menge Wasser. Ziel der Destillation ist es, den Alkoholgehalt zu erhöhen, gleichzeitig die gewünschten Aromen zu konzentrieren und unerwünschte Verbindungen herauszufiltern.
Wasser kocht bei 100 °C, Ethanol bei 78,37 °C. Indem der Bereich an der Oberseite des Destillierapparats zwischen diesen beiden Temperaturen gehalten wird, kondensiert das Wasser und fällt zurück in den Topf, während der Alkoholdampf um den Knick herum und in den Lyne-Arm weiterströmen kann. Dieser Dampf wird dann gesammelt und wieder zu Flüssigkeit kondensiert.
Single Malt Scotch Whisky wird in der Regel zweifach destilliert, obwohl es natürlich Ausnahmen gibt. Mehrere Brennereien destillieren ihren Whisky dreimal, was eher typisch für irischen Whiskey ist. Springbank destilliert sein Produkt bekanntlich 2,5-mal! Grain Whisky, die Grundlage für Blended Whisky, wird in einem kontinuierlichen Destillationsverfahren destilliert. Wir werden uns in einem zukünftigen Artikel ausführlich mit Blended Whiskey befassen.
Brennblasendesign: Was ist eine Brennblase?
Die Brennblasen, in denen Single Malt Scotch Whisky hergestellt wird, bestehen laut Gesetz aus Kupfer. Sie bestehen aus einem großen Topfboden mit einem hohen, dünnen Hals (bekannt als „Schwanenhals“), der in einer abgewinkelten Biegung in ein Rohr endet, das als Lyne-Arm bezeichnet wird. Dieses Rohr ist mit einem Kondensator verbunden, der die aus dem Destillierapparat austretenden Dämpfe wieder in flüssige Form abkühlt.
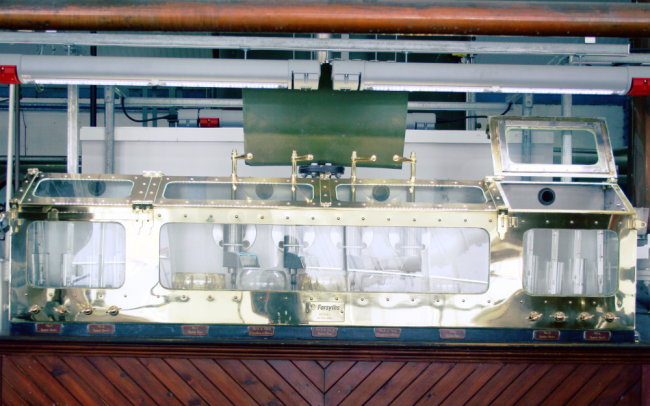
Die aus den Destillierapparaten austretende Flüssigkeit fließt dann durch einen Auffangbehälter, den sogenannten Spirit-Safe. Dabei handelt es sich um einen verschlossenen Glaskasten, in dem der Destilliermann die Spirituose überprüfen kann und entscheidet, wann er mit dem Auffangen der Flüssigkeit beginnt, aus der Whisky wird. Der Spirit-Safe wird vom örtlichen Verbrauchsteuerbeamten verschlossen gehalten, um zu verhindern, dass Alkohol abgeschöpft wird, bevor er für Steuerzwecke abgemessen werden kann.
Erste Destillation: Die Wash Still
Der erste Brennblase, in den die Wash eingefüllt wird, wird Wash-Destille genannt. Beim Erhitzen beginnen das Ethanol sowie verschiedene Verbindungen zu verdampfen und im Destillierapparat aufzusteigen. Ein Großteil des Dampfes kondensiert an den Seiten des Destillierapparats und fällt zurück in den Topf. Dieser Rückfluss stellt sicher, dass nur die leichteren, gewünschten Verbindungen die Oberseite des Destillierapparats erreichen. Das Kupfer in den Destillierapparaten trägt auch dazu bei, schwerere Verbindungen wie Schwefel zu entfernen, wodurch eine leichtere Spirituose entsteht.
Sobald der Dampf den Knick umrundet und in den Lyne-Arm gelangt ist, erreicht er die Kondensatoren. Hier fließt kaltes Wasser an den Seiten der Rohre entlang, um den Dampf wieder in flüssige Form abzukühlen. Die Flüssigkeit, die jetzt „Low Wines“ genannt wird, durchläuft den Spirit-Safe und wird im Behälter für „Low Wines“ gesammelt. Die Flüssigkeit, die zuerst aus dem Destillierapparat austritt, hat einen höheren Alkoholgehalt (ungefähr 45 % ABV); Mit fortschreitender Destillation sinkt der Alkoholgehalt. Wenn der Alkoholgehalt der aus der Destillieranlage austretenden Low Wines etwa 1 % erreicht, gilt die Destillation als abgeschlossen. Die gesammelten Low Wines haben einen Alkoholgehalt von ca. 25 %.
Zweite Destillation: Die Spirit Still
Die zweite Destillation findet in der Spirit Still statt. Es ähnelt dem ersten, jedoch wird die resultierende Flüssigkeit in drei „Schnitte“ aufgeteilt: Kopf, Herz und Schwanz.
Die Köpfe, auch Vorschüsse genannt, sind die Vorläufe der Spirit Still. Sie enthalten alle leichteren Verbindungen, die zuerst verdampfen, einschließlich flüchtiger und aromatischer Verbindungen wie Ethylacetat. Diese gelten als nicht abholwürdig und werden über den Spirit-Safe zurück zum Behälter der Low Wines geleitet. Sie werden mit der nächsten Charge erneut destilliert.
Nach etwa 10 – 30 Minuten, wenn der Alkoholgehalt auf etwa 75 % Vol. gesunken ist, dreht der Destilliermann einen Griff im Spirit-Safe und beginnt mit dem Einsammeln der Herzen. Die Herzen, auch Mittelschnitt genannt, enthalten alle gewünschten Geschmacks- und Aromastoffe. Diese Flüssigkeit wird im Spirit-Safe gesammelt und wird später, nach der Reifung, zu Whisky. Im Moment heißt es jedoch New Make Spirit.
Die Entscheidung, wann mit dem Sammeln der Herzen begonnen und aufgehört werden soll, hat einen großen Einfluss auf die Menge der Verbindungen in der fertigen Spirituose. Daher hat diese Entscheidung einen erheblichen Einfluss auf den endgültigen Charakter und trägt wesentlich zu den Unterschieden zwischen Whiskys aus verschiedenen Brennereien bei. Ein weiterer Faktor, der zu den Unterschieden zwischen den Brennereien beiträgt, ist die Form des Destillierapparats und der Winkel des Lyne-Arms. Sowohl Form als auch Höhe beeinflussen den Grad des Kupferkontakts und des Rückflusses. Höhere Destillierapparate mit nach oben reichenden Lyne-Armen führen im Allgemeinen zu leichteren Whiskys.
Das Sammeln der New Make Spirituose dauert etwa drei Stunden, wenn der Alkoholgehalt auf etwa 60 % Vol. abfällt, bevor die Schwänze aus dem Destillierapparat abzulaufen beginnen. Die Schwänze enthalten alle schwereren Verbindungen, wie z. B. Fuselöle, die in der Spirituose nicht erwünscht sind. Der Meisterbrenner dreht erneut den Griff am Spirit-Safe und leitet die Schwänze zum Behälter für Low Wines weiter. Auch diese werden im nächsten Durchlauf erneut destilliert.
Der gesammelte New Make wird nun zur Reifung in Fässer umgefüllt.
Möchten Sie mehr über die Whiskyherstellung erfahren?
Wie in unserem vorherigen Artikel „Woraus wird Whisky hergestellt?“ erwähnt, wird Whisky aus Getreide hergestellt. Genauer gesagt wird Malt Whisky aus Gerste hergestellt. Die während der Gärung zugesetzte Hefe ist jedoch nicht in der Lage, die in der Gerste enthaltene Stärke zur Herstellung von Alkohol zu nutzen. Die Stärke muss daher zunächst in vergärbaren Zucker umgewandelt werden. Dies wird durch einen Prozess erreicht, der als Mälzen bekannt ist. Wenn es auf dem Feld belassen würde, würde diese Umwandlung von Stärke in Zucker auf natürliche Weise erfolgen. Cytase- und Protease-Enzyme in den Körnern würden beginnen, die Zellwände abzubauen und Stärke für die Umwandlung in Zucker durch α-Amylase- und β-Amylase-Enzyme verfügbar zu machen. Es ist dieser Zucker, den der Gerstenembryo dann normalerweise als Energiequelle für sein Wachstum verwenden würde. Die Mälzerei macht sich diesen natürlichen Prozess zunutze, indem sie der Gerste vorgaukelt, es sei Zeit zum Wachsen. Dadurch wird die Kette der Umwandlung der Stärke in Zucker in Gang gesetzt, die dann abrupt gestoppt wird, bevor der Embryo sie verzehren kann, schließlich brauchen wir sie zur Herstellung von Alkohol. Der Mälzprozess besteht aus drei Phasen: Einweichen, Keimen und Darren. In der ersten Phase des Mälzprozesses werden die Körner in Wasser eingeweicht. Ziel ist es, den Feuchtigkeitsgehalt des Getreides von 12 % auf etwa 45 % zu erhöhen. Die Körner werden mehrere Stunden lang in Wasser eingeweicht. Dabei wird Luft durch die Körner geblasen, um sicherzustellen, dass den sich entwickelnden Embryonen genügend Sauerstoff zur Verfügung steht. Nach der Hydratation beginnen die Enzyme, die Zellwände abzubauen, wodurch die Stärke verfügbar wird und die Keimung beginnen kann. Anschließend wird das Wasser abgelassen und die feuchte Gerste an der Luft ruhen gelassen, um die beim Keimen entstehende Hitze und den Kohlendioxidgehalt zu kontrollieren. Dieser Vorgang wird über einen Zeitraum von 2 bis 3 Tagen zwei- bis dreimal wiederholt, um sicherzustellen, dass alle Körner gleichmäßig mit Feuchtigkeit versorgt sind und keimen können. Sobald die Keimung begonnen hat, wird die feuchte Gerste – nun Grünmalz genannt – in ein Keimgefäß überführt, um die weitere Enzymentwicklung zu ermöglichen. Dies wurde traditionell direkt auf dem Boden gemacht, wobei das Getreide von Hand mit einer Schaufel gewendet werden musste – dies führte bei vielen Mälzer zu einer Verletzung, die als „Affenschulter“ bekannt ist. Heutzutage findet das Mälzen größtenteils in modernen, industriellen Mälztürmen statt. Einige Brennereien (z. B. Laphroaig) produzieren jedoch immer noch einen Teil ihres eigenen Malzes auf traditionelle Weise, und dies zu sehen, ist ein echtes Highlight auf ihren Brennereitouren. Während dieser Phase muss das Grünmalz häufig gewendet werden, um eine gleichmäßige Temperatur- und Feuchtigkeitsverteilung zu gewährleisten und ein Zusammenkleben der Körner zu verhindern. Moderne Anlagen verfügen über perforierte Böden, durch die Luft durch das Getreidebett geblasen werden kann, um Temperatur und Feuchtigkeit zu kontrollieren. Die meisten verfügen außerdem über eine Art mechanischen Dreharm, um das Getreidebett zu mischen und locker zu halten. Die Keimungsphase dauert je nach erforderlicher Malzspezifikation etwa 5 Tage. Wie oben erwähnt, muss der Keimungsprozess gestoppt werden, bevor der Embryo den Zucker verbraucht. Dies geschieht im Brennofen – dessen Schornstein das große Pagodendach der meisten Brennereien ist – indem heiße Luft durch die Körner geblasen wird. In diesem Stadium erhalten viele Whiskys ihren rauchigen Charakter. Vor der Lufttrocknung wird das Grünmalz durch Anzünden eines Torffeuers unterhalb des Ofens geräuchert. Früher hatten viele Brennereien keinen Zugang zu anderen Heizmaterialien wie Kohle oder Holz und nutzten die verfügbaren natürlichen Ressourcen zum Trocknen des Malzes. In vielen Gebieten Schottlands, insbesondere auf Islay, war Torf ein reichlich vorhandenes Material. Selbst nach der Einführung besserer Heizquellen wurde diese Praxis aufgrund des unverwechselbaren Charakters, den sie dem Whisky verleiht, fortgesetzt. Durch die Anpassung des Luftstroms und der Temperatur können Malze mit unterschiedlichen Geschmacksrichtungen und Farben hergestellt werden. Der Feuchtigkeitsgehalt des getrockneten Malzes beträgt etwa 3 – 6 %. Anschließend wird das Malz durch eine Entkeimungsanlage geleitet, um die winzigen Wurzeln zu entfernen, die während der Keimung entstanden sind, bevor es für den nächsten Produktionsschritt gelagert wird: Maischen und Fermentieren . Sehen Sie sich den nächsten Schritt im Produktionsprozess an: Maischen und Fermentieren
Ursprünglich wurde Whisky direkt nach der Destillation konsumiert, ohne die obligatorische Holzreifung. Niemand weiß genau, wie diese Praxis der Eichenreifung begann. Es wurde vermutet, dass Whisky, da er traditionell ein saisonales Produkt war, in Behältern gelagert und das ganze Jahr über konsumiert werden sollte. Diesen frühen Whiskytrinkern wird aufgefallen sein, dass der Geist nach einiger Zeit im Kontakt mit Holz viel milder wurde. Dies ist auf die Reaktion der Spirituose mit dem Holz zurückzuführen und ist einer der Hauptfaktoren für die heute vorgeschriebene Reifezeit. Im Holz enthaltene Verbindungen wie Lacton, Eugenol und Vanillin (verantwortlich für die typischen Vanillearomen) werden in den reifenden Geist eingezogen und tragen so zu einer Vielzahl von Geschmacksrichtungen und Aromen bei. Darüber hinaus gehen die scharfen Aromen der New Make mit der Zeit verloren, was zu einem weicheren Whisky führt. Das Holz trägt nicht nur zum Geschmack bei. Die neue Spirituose hat, wenn sie aus den Destillierapparaten kommt, eine fast völlig klare Farbe. Die typische, goldene Farbe des Whiskys ist eine direkte Folge der Tannine aus den Holzfässern. Auch was das Fass zuvor befüllt hat, kann einen großen Einfluss auf das Endprodukt haben. Aufgrund von Gesetzen, die seine Herstellung regeln, müssen für die Reifung von Bourbon-Whisky neue Fässer verwendet werden. Dadurch bleibt eine Fülle von Fässern übrig, die nicht für die Bourbon-Reifung wiederverwendet werden können. Da es kein Gesetz gibt, das die Reifung von schottischem Whisky in neuen Fässern vorschreibt, landen viele der Bourbonfässer in Schottland. Diese Fässer verleihen dem reifenden schottischen Whisky dann Aromen von Vanille und Karamell, typische Merkmale von Bourbon-Whisky. Auch ehemalige Sherryfässer sind eine beliebte Wahl, obwohl der Rückgang der Sherryindustrie in den letzten Jahren sie seltener und damit teurer macht. Sherryfässer verleihen dem Whisky im Allgemeinen süße, fruchtige Aromen. Sobald die Whiskyfässer gefüllt sind, werden sie zur Lagerung in das Lager transportiert. Traditionell wurde der Whisky in aus Stein gebauten Staulagern gelagert. Hier wurden die Fässer liegend gelagert und auf Holzgestellen gestapelt. Mit der Branchenexpansion in den letzten Jahren und dem daraus resultierenden Bedarf an höheren Lagerbeständen werden immer häufiger große, mehrstöckige Lagerhallen genutzt und die Fässer stehend auf Paletten gelagert, wodurch der Lagerraum im Wesentlichen maximiert wird. Jeder Lagerstil hat sowohl Vor- als auch Nachteile und sorgt für ein ausgewogenes Verhältnis zwischen effizienter Raumnutzung und Extraktion aus dem Holz. Temperaturschwankungen im Lager führen dazu, dass sich die Poren im Holz ausdehnen und zusammenziehen, sodass der Spiritus in die Fassdauben hinein- und herausfließen kann. Dies führt zur Extraktion von Aromastoffen, wie oben erwähnt. Darüber hinaus sind viele Fässer innen gebrannt, wodurch eine Kohlenstoffschicht entsteht, die als Filter fungiert und den Spiritus von unerwünschten Verbindungen reinigt. Da Eichenholz porös ist, kann der Whisky auch atmen. Mit der Zeit verdunstet ein Teil des Alkohols aus dem Fass, der sogenannte „Angels‘ Share“, was zu einer Geschmacksveränderung führt, da sich die Konzentrationen von Alkohol, Wasser und anderen Verbindungen ändern. Sobald die Spirituose mindestens drei Jahre lang gereift ist, darf sie sich gesetzlich Whisky nennen und in Flaschen abgefüllt werden. Allerdings hört die Geschmacksentwicklung nicht bereits nach drei Jahren auf, und die meisten Whiskys reifen viel länger, wobei Zeiträume von 10 oder 20 Jahren keine Seltenheit sind. Wie am Anfang dieser Serie über die Whiskyherstellung erwähnt („Woraus wird Whisky hergestellt?“), muss einen Single Malt nicht unbedingt aus einem einzelnen Fass stammen. Der in Flaschen abgefüllte Whisky ist üblicherweise eine Mischung aus mehreren Fässern der Brennerei, was es den Herstellern ermöglicht, trotz kleiner Unterschiede zwischen Chargen und Fässern eine höhere Konsistenz ihres Produkts zu erreichen. Es ist die Aufgabe des Masterblenders, diese Rezepte zu kreieren und die Bestände so zu verwalten, dass die Markenkonsistenz auch in Zukunft gewährleistet ist. Natürlich geben Brennereien auch Einzelfass-Abfüllungen heraus, die, wie der Name schon sagt, aus einem einzelnen Fass stammen und daher nicht gemischt werden müssen. Sobald der Whisky aus dem Fass geleert wird, ist es wahrscheinlich, dass Holzfragmente in der Flüssigkeit vorhanden sind. Darüber hinaus kann der Whisky aufgrund der enthaltenen Öle eine Trübung aufweisen. Diese Eigenschaften werden im Allgemeinen vom Verbraucher nicht akzeptiert, der eine helle, brillante Flüssigkeit ohne schwebende Partikel erwartet. Aus diesem Grund wird der Whisky vor der Abfüllung gefiltert. Vor der Filtration kommt es auch häufig vor, dass der Whisky an Stärke verliert. Abhängig davon, wie lange der Whisky gereift ist, kann die Stärke irgendwo zwischen 40 und 70 % liegen. Daher wird der Whisky mit Wasser gemischt, um ihn auf eine angemessene Trinkstärke zu bringen, mindestens 40 %, üblicherweise aber auch 43 % oder 46 %. Selbstverständlich ist es auch möglich, Whiskys in Fassstärke zu erwerben, die überhaupt nicht verdünnt sind. Darüber hinaus ist es üblich, dass der Hersteller vor der Filtration Karamellfarbstoff hinzufügt, um sicherzustellen, dass die Farbe über mehrere Chargen hinweg gleich bleibt. Nach der Filtration wird der Whisky kurz in einem Bottich gelagert und ist dann für die Abfüllung bereit. Aufgrund der Größenunterschiede zwischen den einzelnen Brennereien gibt es bei der Abfüllung keinen einheitlichen Ansatz, der für alle passt. In der Branche ist alles zu beobachten - von der manuellen Abfüllung von Flaschen über halbautomatische Abfülllinien, bei denen die Flaschen an einem Ende von Hand der Linie zugeführt und am anderen Ende entnommen werden, bis hin zu vollautomatischen Systemen, bei denen sogar dieser Schritt maschinell erfolgt. Es ist wichtig zu beachten, dass die Reifung des Whiskys von den Holzfässern abhängt. Sobald der Whisky in Flaschen abgefüllt wurde, findet keine Reifung mehr statt und der Geschmack des Whiskys wird sich mit der Zeit nicht verbessern (tatsächlich kann die Oxidation nach dem Öffnen die Qualität des Whiskys schnell verschlechtern). Das heißt, dass ein 20 Jahre alter Single Malt, der 10 Jahre lang im Regal stand (ungeöffnet oder nicht), kein 30 Jahre alter Whisky ist, sondern ein 20 Jahre alter Whisky, der 10 Jahre im Regal gelagert wurde.
Whisky wird durch Destillieren von Bier hergestellt. Daher müssen wir zunächst ein Bier herstellen, bevor wir es destillieren können. Dieser Artikel behandelt den Brauprozess für Whisky. Nachdem wir die Stärke der Gerste durch Malzen in vergärbaren Zucker umgewandelt haben, wollen wir nun den Zucker extrahieren. Anschließend kann die Hefe hinzugefügt werden, um die alkoholische Flüssigkeit herzustellen, die später zu Whisky wird. Das Brauen ist in zwei unterschiedliche Phasen unterteilt: Um den Zucker für das Brauen zugänglich zu machen, muss das Malz in Schrot zerkleinert werden. Das Malz durchläuft zunächst eine Maschine, um Steine und andere größere Gegenstände zu entfernen. Ein Magnet verhindert außerdem, dass Metallgegenstände in die Mühle gelangen und dort Schaden anrichten. Es sind verschiedene Mühlentypen im Einsatz, die bei weitem beliebtesten verwenden jedoch zwei Walzensätze. Der erste Satz bricht die Schale auf, während der zweite Satz das Getreide zerkleinert. Das gemahlene Malz kann anhand seiner Größe in drei Kategorien eingeteilt werden: Spelzen; Grieß; Mehl. Das Mehl sorgt für die beste Extraktion des Zuckers, aber wenn man zu viel davon verwendet, kann der Maischbottich schnell verstopfen. Aus diesem Grund wird auch Spelze hinzugefügt, um die Filterung zu unterstützen. Die Mühle ist so kalibriert, dass ein bestimmtes Verhältnis von Grieß:Spelzen:Mehl erreicht wird, normalerweise etwa 70:20:10. Die beiden Mühlen, die in der Whiskyindustrie am häufigsten verwendet werden, sind die von Porteus und Robert Boby. Diese Mühlen waren so effizient, dass sie selten gewartet werden mussten. Tatsächlich waren sie so gut, dass sie nie ersetzt werden mussten, was die Hersteller aus dem Geschäft drängte, wenn sie keine Nachbestellungen mehr erhalten konnten. Sobald das Malz gemahlen ist, wird es mit heißem Wasser vermischt, um den Zucker und die verbleibende Stärke zu extrahieren. Diese Phase wird als Maischen bezeichnet. Das gemahlene Malz wird zunächst mit etwa 64 °C warmem Wasser vermischt. Während des Maischens nimmt das Mahlgut Wasser auf und der Zucker beginnt sich aufzulösen. Die verbleibende Stärke geliert im heißen Wasser und erleichtert so die weitere Hydrolyse durch die Enzyme zu vergärbarem Zucker. Anschließend wird das erste Wasser abgelassen und ein zweites Wasser mit einer Temperatur von ca. 70°C zugegeben. Durch die höhere Temperatur des zweiten Wassers werden weitere Zucker gelöst, wodurch die Extrakteffizienz erhöht wird. Dieses Wasser wird wieder abgelassen und ein drittes Wasser bei Temperaturen zwischen 80°C und 90°C zugegeben. Das dritte Wasser sorgt dafür, dass der Maische möglichst viel Zucker entzogen wird. Der Zuckergehalt im dritten Wasser ist jedoch so gering, dass es nicht zur Gärung verwendet, sondern recycelt und als erstes Wasser für die nächste Maische verwendet wird. Je nach Brennerei wird gelegentlich auch ein viertes Wasser verwendet. Es gibt drei Arten von Gefäßen, in denen das Maischen erfolgen kann: Maischebottiche, Läuterbottiche und Halbläuterbottiche. Traditionelle Maischbottiche verwenden große Paddel zum Mischen des Getreides, während Läuterbottiche eine Reihe rotierender Rechen verwenden. Läuterbottiche sind dadurch in der Lage, die Maische stärker zu bewegen und Druck auf sie auszuüben, was die Extraktionseffizienz steigert. Alle anderen Bauarten zwischen Maische- und Läuterbottichen werden als Halbläuterbottiche kategorisiert. Alle drei haben Schlitze im Boden, um die zuckerhaltige Flüssigkeit, die Würze genannt wird, herauszufiltern. Sobald das Maischen abgeschlossen ist, wird das verbleibende Getreide (Treber genannt) aus dem Maischbottich entfernt. Aufgrund seines Nährwerts wird es oft an Landwirte verkauft, um es als Viehfutter zu verwenden. Die Würze gelangt nun in die Gärtanks oder Washbacks für die nächste Stufe: die Gärung. Hefe wandelt Zucker in Alkohol und Kohlendioxid sowie eine Reihe weiterer Verbindungen um. Dazu gehören Ester, Fusel, Schwefel und Carbonyle, von denen viele dem fertigen Whisky spezifische Aromen und Geschmacksrichtungen verleihen. Daher hat die Fermentationsphase, einschließlich der Auswahl des Hefestamms, großen Einfluss auf die Eigenschaften und die Qualität des Endprodukts. Destillierhefen werden so gezüchtet, dass sie den hohen Zuckerkonzentrationen der Würze standhalten und die gewünschten Geschmacksstoffe produzieren. Die Hefe wird der Würze in einem großen Gefäß (bis zu 30.000 Liter) zugesetzt, dem sogenannten Washback. Diese wurden traditionell aus Oregon-Kiefer hergestellt, obwohl Stahl aufgrund seiner einfachen Reinigung immer beliebter wird. Viele Leute in der Branche schwören, dass die hölzernen Washbacks dem Whisky einen Geschmack verleihen, den Stahl nicht reproduzieren kann. Brennereien, die Stahl verwenden, behaupten jedoch, dass Tests bei beiden Arten von Washbacks keinen signifikanten Unterschied im Geschmack zeigten. Nach dem Ansetzen gibt es eine anfängliche Verzögerungsphase, in der sich die Hefe an ihre neue Umgebung gewöhnt. Während dieser Zeit beginnt die Hefe, Nährstoffe aus der Würze aufzunehmen und die für das Wachstum notwendigen Enzyme zu produzieren. Die Hefe beginnt dann, Zucker zu verbrauchen und Alkohol zu produzieren, wobei sie exponentiell wächst. Wie bereits erwähnt produziert die Hefe auch Kohlendioxid. Dadurch schäumt die Würze auf und es kann zum Überlaufen der Rückstände kommen. Viele Washbacks verfügen über rotierende Messer, um den Schaum zu schneiden und dies zu verhindern. Bei dem Prozess entsteht auch Wärme, wodurch die Temperatur der Würze von etwa 20 °C auf etwa 32 °C steigt. Dieser Hitzeanstieg muss unter Kontrolle gehalten werden, da zu hohe Temperaturen die Hefe belasten und die Gärung negativ beeinflussen können. Sobald die Nährstoffe und Zucker in der Würze aufgebraucht sind, beginnt die Hefeaktivität nachzulassen. Die Dauer des Gärungsprozesses variiert je nach Brennerei, liegt jedoch üblicherweise zwischen 48 und 100 Stunden. Die alkoholische Flüssigkeit, die jetzt Wash genannt wird und einem ungehopften Bier sehr ähnlich ist, wird in die Destillieranlage überführt, bereit für die nächste Stufe der Whiskyproduktion: Destillation. Sehen Sie sich den nächsten Schritt im Herstellungsprozess an: Destillation